
еЊвЊЃКдкзъЯїМгЙЄЕФЪЕВйбЕСЗжаЃЌгІЖдНЬбЇЩшБИКЭбЇЩњММФмЛљДЁЕФЪЕМЪЧщПіШЯецЗжЮібаОПЃЌВЂдкеве§ПзЕФжааФЮЛжУЁЂБЃжЄЙЄМўБЛМгЙЄБэУцгызъДВжїжсжсЯпДЙжБЖШМАЬсИпТщЛЈзъШаФЅжЪСПЕШЗНУцбАевЧЯУХЃЌИјбЇЩњеЦЮезъПзЙЄвеКЭЬсИпВйзїММФмЫЎЦНв§ТЗЁЃ
ЁЁЁЁЙиМќДЪЃКзъПзЃЛОЋЖШЃЛЧЯУХ
ЁЁЁЁЫзЛАЫЕЃК“ГЕЙЄХТГЕЯИГЄжсЃЌЧЏЙЄХТзъПзЁЃ”етОфЛАЫЕУїдкПзЕФМгЙЄЗНУцБЃжЄОЋЖШЪЧвЛМўВЛШнвзЕФЪТЁЃдкПзЕФМгЙЄЙ§ГЬжазюШнвздьГЩОЋЖШЮѓВюЕФвђЫиЭЈГЃгаПзжааФЦЋвЦЁЂПзЕФжсЯпВЛДЙжБгкЙЄМўЛљзМУцКЭзъГіПзЕФПзОЖгаЮѓВюЁЃПзжааФЕФЦЋвЦЭЈГЃЪЧвђЮЊПзЕФжааФЮЛжУВЛе§ШЗв§Ц№ЕФЃЛПзЕФжсЯпВЛДЙжБЛљзМУцЭЈГЃЪЧдкзАМаЙЄМўЪББЛМгЙЄБэУцгызъДВжїжсжсЯпВЛДЙжБдьГЩЕФЃЛПзОЖЕФЮѓВюдђЖрЪ§ЪЧгЩТщЛЈзъШаФЅВЛКУЁЂЧаЯїШаГЄЖШВЛЕШКЭНЧЖШЦЋВюв§Ц№ЕФЁЃШчКЮеве§ПзЕФжааФЮЛжУЃПШчКЮБЃжЄЙЄМўБЛМгЙЄБэУцгызъДВжїжсжсЯпЕФДЙжБЖШЃПШчКЮШаФЅКУТщЛЈзъЃП……ЖдвЛИідкаЃЩњРДЫЕЃЌетаЉЖМВЛШнвзеЦЮеЃЌМШЪЧжиЕугжЪЧФбЕуЁЃЭЈЙ§ЖрФъЕФНЬбЇбаОПЃЌЖдНтОіетаЉФбЕуЃЌБЪепзіСЫгавцЕФГЂЪдЃЌЪеЕНСЫвЛЖЈГЩаЇЁЃ
ЁЁЁЁПзжааФЮЛжУЕФеве§ЧЯУХ
ЁЁЁЁевКУжааФЕуЃЌДђКУбљГхблЛЎжааФЯпЪБгІвдЙЄМўЕФСНИіЛљзМУцРДЛЎЯпЃЌВЛвЊвдЮЊжЛвЊБЃжЄЛЎЯпЕФГпДчВЛГіДэЃЌОЭПЩвдЫцБубЁдёвЛИіУцРДЛЎЯпЁЃЗёдђЃЌВЛНіШнвзРлЛ§ЮѓВюЃЌЖјЧвЛЙЛсИјВйзїепХаЖЯбљГхблЕФЮЛжУДјРДРЇФбЁЃдкДђбљГхблЪБЃЌДѓМвШнвзПМТЧЕНБЃжЄбљГхжсЯпКЭЙЄзїЦНУцЕФДЙжБЖШЮЪЬтЃЌЖјЭљЭљКіЪгбљГхблОПОЙИУДђдкЪВУДЮЛжУЩЯЁЃЭЈГЃЧщПіЃЌВйзїепКмздШЛЕиОЭбЁдёСЫжааФЯпНЛВцДІЕФжааФЮЛжУЃЈШчЭМ1aЫљЪОЃЉЁЃЪТЪЕЩЯЃЌбЁдёЕФетвЛЕуВЂВЛЪЧдВЕФжааФЁЃдкЪЕМљжаЃЌЧЏЙЄВйзїЭЈГЃЪЙгУЕФЛЎЯпЙЄОпЃЈЛЎеыЁЂЛЎЙцЁЂИпЖШгЮБъПЈГпЕШЃЉЫљЛЎГіЕФЯпПэжСЩйЪЧ0.1mm зѓгвЁЃЫљвдЃЌДђбљГхблЪБгІПМТЧетвЛПЭЙлвђЫиЁЃе§ШЗЕФбљГхблбЁЕугІбизХЛЎЯпЛљзМЗНЯђЧвдкдВЕФСНЬѕжааФЯпЯТдЕЯрНЛДІЃЌШчЭМ1bЫљЪОЁЃ
ЁЁЁЁбЁдёгае§ШЗзЖЖШЕФбљГхДђблБЃжЄЫљЪЙгУЕФбљГхгае§ШЗЕФзЖЖШЖдГѕзъЪБЕФзъЭЗЖЈЮЛЪЧЪЎЗжживЊЕФЁЃдкДђбљГхблЪБЧЇЭђБ№аЁПДетИіЮЪЬтЃЌИќВЛгІИУЫцБудкЩАТжЛњЩЯШаФЅМИЯТбљГхОЭДђблСЫЁЃетбљЃЌГѕзъЪБЭљЭљИјзъЭЗЕФЖЈЮЛДјРДВЛРћгАЯьЃЌвВИјЯТЕРЙЄађЕФРЉПзЛђОРе§ЦЋВюДјРДИќЖрТщЗГЁЃЭЈГЃЕФзіЗЈЪЧВйзїепПЩбЁдёжБОЖЪЪПЩЕФ45КХдВИждкГЕДВЩЯГЕГі30°ЁЋ60°зЖЖШЕФбљГхЃЌВЂЭЈЙ§ШШДІРэРДЬсИпГхЭЗЕФгВЖШЃЌШЛКѓдкЛЎКУЕФПзжааФЯпЩЯДђбљГхблЁЃетжжзіЗЈгаРћгкЬсИпзъПзЕФОЋЖШЁЃ
ЁЁЁЁжЦзїИЈжњЖЈЮЛзЖеве§жааФЮЛжУЕБЙЄМўзАМадкЦНПкЧЏЩЯЪБЃЌШчКЮЪЙдВЕФжааФЮЛжУеве§гжПьгжзМЪЧВйзїепдкзъПзЧАгІПМТЧЕФЮЪЬтЁЃЭЈГЃЕФзіЗЈЪЧгУвЛжЛаЁжБОЖЕФзъЭЗДђЕзПзЁЃвЛЪЧвђЮЊЫќБШжБНггУДѓзъЭЗзъПзИќвзгкеве§жааФЮЛжУЃЌЖўЪЧВйзїЪБМДЪЙевВЛе§жааФЮЛжУвВИјКѓвЛЕРЙЄађСєгаЕїећЕФгрЕиЁЃЪТЪЕЩЯЃЌетжжжааФеве§ЗНЗЈШдДцдкНЯДѓЮѓВюЃЌЧвЛЈЗбЪБМфЖрЁЃПЩИФгУИЈжњЖЈЮЛзЖРДеве§жааФЮЛжУЃЌОпЬхзіЗЈЪЧЃКгУжБОЖЪЪПЩЕФ45КХдВИждкГЕДВЩЯГЕГівЛИізЖЖШ15°ЕФаЁзЖЬхЃЈШчЭМ2ЫљЪОЃЉЃЌзъПзЧААбЫќзАМадкзъМаЭЗЩЯЁЃеве§ПзжааФЪБгУЫќРДИЈжњеве§ЃЌМШгаРћгкзМШЗеве§ЃЌгжПЩДѓДѓЫѕЖЬеве§ЪБМфЁЃ
ЁЁЁЁгУжааФзъЯШзъГіжааФПзРДШЗБЃЖЈЮЛзМШЗЕБгУИЈжњзЖЬхеве§дВЕФжааФЮЛжУКѓЃЌдкзъЕзПзЧАгІЯШгУжааФзъзъГіжааФПзЁЃвђЮЊзъЕзПзгУЕФТщЛЈзъжБОЖНЯаЁЧвДцдкИеадВЛзуЕФЭЛГіЮЪЬтЃЌЖјжааФзъЕФИеадКУЁЂЖЈЮЛзМШЗЃЌгаРћгкЬсИпзъПзОЋЖШЁЃ
ЁЁЁЁгУМьВщЗНПђРДЬсИпЖдзъПзЮѓВюХаЖЯЕФзМШЗадЭЈГЃдкЛЎЯпЪБВйзїепЯАЙпгкЭЈЙ§ЛЎМИИіЭЌаФдВЕФЗНЪНРДХаЖЯПзжааФЯпЦЋвЦЕФЗНЯђЃЌШчЭМ3aЫљЪОЁЃЪТЪЕЩЯЃЌетжжЪЙгУЭЌаФдВЕФХаЖЯЗНЪНВЛШнвзШУВйзїепбИЫйзіГіЦЋвЦЗНЯђХаЖЯКЭПьЫйзМШЗаЃе§ПзЕФжааФЮЛжУЦЋВюЃЌЕЋИФгУМьВщЗНПђРДаЃе§ОЭЛсЗНБуЁЂзМШЗЁЂПьНнЕУЖрЃЌШчЭМ3bЫљЪОЁЃЦфжаЕФдвђЃКвЛЪЧМьВщЗНПђЪЧгУИпЖШгЮБъПЈГпдкгыжааФЯпЭЌвЛЙЄзїЛљзМУцЛЎГіЕФЃЌЖјМьВщдВдђЪЧЭЈЙ§ЛЎЯпЙцвджааФбљГхблЮЊЛљзМЛЎГіЕФЁЃЮоТлЪЧДгЛЎЯпЙЄОпЕФОЋЖШЃЌЛЙЪЧДгбЁдёЛљзМЛЎЯпРДЫЕЃЌгУЗНПђМьВщЖМБШгУдВМьВщИќгаРћгкЬсИпОЋЖШЁЃЖўЪЧДгХаЖЯжааФЯпЦЋвЦЮѓВюзМШЗадЗНУцРДЫЕЃЌЗНПђМьВщБШЭЌаФдВМьВщЕФЗНЗЈОпгаУїЯдгХЪЦЁЃгУЭЌаФдВМьВщЪБЃЌВйзїепашвЊХаЖЯЕФЪЧЧГзЖПзЕФвЛЖЮдВЛЁгыМьВщдВЛЁЕФБГРыКЭППНќЕФГЬЖШЃЌШчЭМ3aЫљЪОЁЃЖјгУЗНПђМьВщЪБЃЌВйзїепжЛашвЊХаЖЯЧГзЖПзгыЗНПђЩЯЯТзѓгвЕФЫФИіЧаЕуЕФНгНќГЬЖШЃЌШчЭМ3bЫљЪОЁЃЕБЧГзЖПзгыМьВщЗНПђЫљаЮГЩЕФ1ЕуКЭ2ЕуЮЊЭтЧаЕуЃЌ3ЕуКЭ4ЕуЮЊФкЧаЕуЪБЃЌдђБэУїПзЕФжааФЯпЮЛжУОЭЪЧе§ШЗЕФСЫЁЃЯдШЛЃЌКѓепИќШнвзЁЂИќПьНнЁЂИќзМШЗЁЃ
ЁЁЁЁЬсИпЙЄМўБЛМгЙЄБэУцгызъДВжїжсжсЯпДЙжБОЋЖШЕФЧЯУХ
ЁЁЁЁЙЄМўПзжсЯпЭсаБЕФзюжБНгдвђОЭЪЧЙЄМўБЛМгЙЄБэУцУЛгагызъДВжїжсжсЯпДЙжБЁЃНтОіетвЛЮЪЬтЕФГіЗЂЕуОЭЪЧЯыЗНЩшЗЈМѕЩйзАМаЙЄМўЪБШЫЮЊвђЫиЃЈЛђЩшБИЁЂМаОпЃЉДјРДЕФгАЯьЁЃдквЛАуЕФЧЏЙЄВйзїжаЃЌзъПзГЃгУЕФЛњДВЩшБИЪЧЬЈЪНзъДВКЭСЂЪНзъДВЃЌЫљгУЕФМаОпЖрЮЊЦНПкЧЏЃЈЛђбЙАхЃЉЁЃЖдВйзїепЖјбдЃЌгІЖдБЃжЄзъПзОЋЖШЕФЛњДВЩшБИгавЛИіе§ШЗЕФСЫНтЃЌГ§СЫдкзъПзЧАвЊМьВщзъДВжїжсЪЧЗёЙ§гкЫЩЖЏЃЌДјТжЕФЦЄДјЪЧЗёЙ§гкЫЩГкЃЌЛюЖЏЦНЬЈЕФСуПЬЯпЪЧЗёЖдЦыжЎЭтЃЌЛЙвЊЩЦгкРћгУзъДВЕФЙЄзїЬЈУцКЭМаОпЕФЙЄзїУцРДБЃжЄзъПзЕФОЋЖШЃЌР§ШчЃЌЦНПкЧЏЕФЕззљЦНУцКЭЛюЖЏЧЏПкЕФЕМЙьУцМАЙЬЖЈЧЏПкЕФДЙжБЙЄзїУцЕШЁЃетРяБЪепзХжиНщЩмЬсИпЙЄМўБЛМгЙЄБэУцгызъДВжїжсжсЯпДЙжБОЋЖШЕФСНИіаЁЧЯУХЁЃ
ЁЁЁЁЃЈвЛЃЉРћгУзджЦЕФПЩЕїЪНШ§ЕужЇГаЕцЬњРДИЈжњзАМаЙЄМў
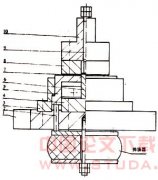
ЁЁЁЁПЩЕїЪНШ§ЕужЇГаЕцЬњНсЙЙЫЕУїЭМ4aЪЧвЛПщОФЅЯїМгЙЄЧвдкЦфЩЯзъгаШ§ХХПзЕФЕзАхЃЛЭМ4bЪЧЭЈЙ§ГЕДВОЋГЕМгЙЄЕУРДЕФГпДчЯрЭЌЕФДјБњдВзЖЬхЁЃ
ЁЁЁЁПЩЕїЪНШ§ЕужЇГаЕцЬњЕФЙЄзїдРэИљОн“Ш§ЕуПЩОіЖЈвЛИіЦНУц”ЕФдРэВЂГфЗжРћгУСЫШ§ЕужЇГаЮШЖЈадКУЁЂЦНЮШПЩППЕФгХЕуРДжЇГаЙЄМўЁЃгЩгкдВзЖЬхЕФБњгыЕзАхЕФПзЪЧМфЯЖХфКЯЃЌЫљвдИљОнжЇГаЙЄМўЕФГпДчДѓаЁКЭаЮзДбЁдёВЛЭЌПзЮЛОЭКмЗНБуЕиНјааСЫжЇГаЕуЕФЕїећЁЃ
ЁЁЁЁПЩЕїЪНШ§ЕужЇГаЕцЬњЕФгХЕуПЩЕїЪНШ§ЕужЇГаЕцЬњгыЦеЭЈЕцЬњдкжЇГаЙЄМўЪБЃЌЫфШЛОљбЁдёЦНПкЧЏЕФЕМЙьУцзїЮЊЛљзМЃЌЕЋБШНЯЦ№РДЃЌПЩЕїЪНШ§ЕужЇГаЕцЬњОпгаУїЯдгХЕуЃКЃЈ1ЃЉжЇГаЙЄМўЦНЮШПЩППЁЃЃЈ2ЃЉзюДѓЯоЖШЕиМѕЩйСЫЙЄМўвђБфаЮЁЂБэУцШБЯнЛђаЮзДЮѓВюЃЈЛђМгЙЄжаЕФЬњаМЃЉДјРДЕФгАЯьЃЌзюДѓЯоЖШЕиМѕаЁСЫЙЄМўБэУцгыЕцЬњБэУцДѓУцЛ§УцгыУцЯрНгДЅЪБДјРДЕФЙЄМўзАМаЮѓВюЁЃЃЈ3ЃЉПЩвдЗНБуЕиБмПЊЙЄзїБэУцЕФшІДУЃЌБЃжЄзъПзЕФОЋЖШЁЃЃЈ4ЃЉПЩвдЗНБуЕиШУГізъЯїПзЮЛЃЌгаРћгкзъЭЈПзЪБХХаМКЭБмУтзъЭЗзъЯїЕНЕцЬњЁЃЃЈ5ЃЉПЩИљОнЙЄМўЕФаЮзДКЭДѓаЁЗНБуЕиЕїећжЇГаЕуЁЃ
ЁЁЁЁЃЈЖўЃЉРћгУдВАєИЈжњзАМаЙЄМў
ЁЁЁЁдкЭЈГЃЧщПіЯТВйзїепЯАЙпНЋЙЄМўжБНгМаГждкЦНПкЧЏЕФЙЬЖЈЧЏПкКЭЛюЖЏЧЏПкжЎМфЃЌШчЭМ5aЫљЪОЁЃетбљЕФМаГжЗНЪНЃЌШєдкЙЄМўСНИіВрУцЦНааЖШОЋЖШЗЧГЃИпЧвгыЩЯЯТСНИіЫЎЦНУцЕФДЙжБЖШЗЧГЃКУЕФЧщПіЯТЃЌПЩвдБЃжЄЙЄзїЫЎЦНУцгызъДВжїжсжсЯпЕФДЙжБЃЌЕЋЪЧШєСНИіВрУцжагавЛИіВрУцМгЙЄОЋЖШВЛИпОЭЛсЪЙЕУЙЄМўдкзАМаЪБКмФбБЃжЄЫЎЦНУцгыжїжсжсЯпДЙжБЁЃЖјВЩгУдВАєИЈжњзАМаОЭПЩвдБмУтЩЯЪіВЛРћвђЫиЃЌЬсИпзъПзЕФОЋЖШЃЌШчЭМ5bЫљЪОЁЃ
ЁЁЁЁВйзїЫЕУїНЋЙЄМўЕФМгЙЄЛљзМУцгыЦНПкЧЏЕФЙЬЖЈЧЏПкМаГжУцжБНгНгДЅЃЌдкЙЄМўЕФЗЧЛљзМУцКЭЛюЖЏЧЏПкЕФМаГжУцжЎМфЫЎЦНЗХШывЛИљаЁдВжљАєРДИЈжњзАМаЁЃ
ЁЁЁЁЙЄзїдРэРћгУаЁдВжљАєИЈжњзАМаПЩАбЛюЖЏЧЏПкМаГжУцЁЂЙЄМўЗЧзМЛљУцКЭЙЄМўЛљзМУцШ§епдРДЕФУцгыУцЦНааЙиЯЕзЊЛЏГЩаЁдВАєЧАЁЂКѓЫиЯпгыИїМаГжУцЕФЦНааЙиЯЕЁЃгЩгкаЁдВжљАєИЈжњзАМаЪБЪЧЧАКѓСНЬѕЫиЯпгыЛюЖЏЧЏПкКЭЙЄМўЗЧЛљзМУцНгДЅЃЌЫљвдЃЌдкзАМаЙЄМўЪБОЭПЩБмУтЗЧЛљзМУцОЋЖШВЛИпЛђЪЧЛюЖЏЧЏПкМаГжУцгашІДУЃЈШчгаЬњаМЃЉЕШВЛРћвђЫиЖдЙЄМўЫЎЦНУцгызъДВжїжсжсЯпДЙжБЖШЕФгАЯьЃЌДгЖјБЃжЄзъПзЕФОЋЖШЁЃ
ЁЁЁЁЬсИпТщЛЈзъШаФЅжЪСПЕФаЁЧЯУХ
ЁЁЁЁдкзъЯїМгЙЄжаЃЌТщЛЈзъЧаЯїШаЕФШаФЅжЪСПИпЕЭЖдзъПзОЋЖШЕФгАЯьЪЧБШНЯДѓЕФЃЌШєзѓгвСНЬѕЧаЯїШаГЄЖШВЛвЛбљЁЂНЧЖШВЛЖдГЦЃЌВЛНіПзЕФжсЯпЛсЦЋвЦЃЌЖјЧвПзОЖвВЛсДцдкНЯДѓЮѓВюЁЃБЃжЄТщЛЈзъЕФШаФЅжЪСПЖдГѕбЇепРДЫЕЛЙЪЧгаФбЖШЕФЃЌЖјНшжњНЧЖШбљАхРДЖдееВЛЪЇЮЊвЛИіКУЗНЗЈЁЃдкЪЕМЪНЬбЇжаЃЌБЪепЩюгаЬхЛсЃЌМДЪЙвЛаЉбЇЩњФУзХНЧЖШбљАхРДБШЖдЃЌвВЛЙЪЧВЛФмзМШЗКЭбИЫйЕиХаЖЯГіСНЧаЯїШаЕФГЄЖШЪЧЗёЯрЕШЃЌНЧЖШЪЧЗёвЛбљДѓаЁЁЃОПЦфдвђЃЌФПЧАЫљгУЕФНЧЖШбљАхУЛгаЯёгЮБъПЈГпЛђЧЇЗжГпФЧбљгаПЬЖШЯпКЭЖСЪ§ЁЃЮЊДЫЃЌБЪепГЂЪджЦзїСЫвЛжжгаПЬЖШЯпЕФНЧЖШбљАхЃЌШчЭМ6ЫљЪОЁЃЪЕМљжЄУїЃЌетжжДјгаПЬЖШЯпЕФНЧЖШбљАхДѓДѓЗНБуСЫбЇЩњдкШаФЅТщЛЈзъЪБзїГіе§ШЗХаЖЯЃЌЬсИпСЫТщЛЈзъШаФЅЕФжЪСПКЭаЇТЪЁЃ
ЁЁЁЁОпЬхзіЗЈЪЧгУИпЖШгЮБъПЈГпдкбљАхЕФЧАКѓСНИіДѓЦНУцЩЯОљдШЕиЛЎГівЛаЉПЬЖШЯпЁЃ
ЁЁЁЁвдЩЯЫљЪіРДздгкБЪепНЬбЇЪЕМљжаЕФОбщЃЌетаЉаЁЧЯУХдкжИЕМбЇЩњЪЕВйбЕСЗЗНУцвбМћГЩаЇЃЌЕЋвВФбУтгаВЛЭъЩЦжЎДІЃЌОДЧызЈМвжИе§ЁЃ
ЁЁЁЁВЮПМЮФЯзЃК
ЁЁЁЁ[1]дРжвО§ЃЌТЋгёъП.ЧЏЙЄММФмЭМНт[M].ББОЉЃКЛњаЕЙЄвЕГіАцЩчЃЌ2004.
ЁЁЁЁ[2]ЭѕЕТКщ.ЧЏЙЄММФмЪЕбЕ[M].ББОЉ:ШЫУёгЪЕчГіАцЩчЃЌ2006.
ЁЁЁЁ[3]Йљзквх.ЧЏЙЄВйзїММЧЩгыНћЕу[M].ББОЉЃКЛњаЕЙЄвЕГіАцЩчЃЌ2006.
ЕБЧАЮЛжУЃКжївГ > БЯвЕТлЮФ > ЙЄбЇ > ЕчзгЛњаЕ > >
ЬсИпзъПзОЋЖШЕФаЁЧЯУХ
РДдД::ЮДжЊ | зїеп:бЧВЉОКВЪЙйЭј_зуВЪЭтЮЇЦНЬЈ-APPЭЦМі | БОЮФвбгАЯь ШЫ
ЫцЛњдФЖС
ЧГТлМИжжРфбЙФЃОпЕФНсЙЙ
еЊвЊЃК БОЮФМђЪіСЫМИжжРфГхбЙФЃОпЕФНсЙЙЃЌВЂЭЈЙ§ЗжЮіЁЂБШНЯЃЌЫЕУїСЫдкКЮжжЧщПіЯТЃЌбЁгУЪВУДбљЕФФЃОпНсЙЙ...
- [ЕчзгЛњаЕ] ЪдТлЪ§ПиИпЫйЧаЯїМгЙЄММЪѕ
- [ЕчзгЛњаЕ] ЖдЛњаЕЕчзгЙЄГЬзЈвЕПЮГЬЩш
- [ЕчзгЛњаЕ] ЪдТлЪ§ПиИпЫйМгЙЄММЪѕзлЪі
- [ЕчзгЛњаЕ] ЪдТлЖдГЧЪаСЂЬхЙЋНЛЕчзгдЫ
- [ЕчзгЛњаЕ] ЦћГЕГфЕчеОХфЕчЯЕЭГЩшМЦба
- [ЕчзгЛњаЕ] ЪдТлЯжДњЩњЛюжаЕФЕчзгММЪѕ
- [ЕчзгЛњаЕ] Ъ§ПиЛњДВЮЌаоММЪѕЗжЮі
- [ЕчзгЛњаЕ] ЛњДВЕчЦјЙЪеЯЕФеяЖЯгыЮЌао
- [ЕчзгЛњаЕ] ЪдТлШчКЮе§ШЗЪЙгУЮаТждібЙ
- [ЕчзгЛњаЕ] жабыПеЕїЯЕЭГФмдДгХЛЏЕФЬН
РИФПЕМКН
ШШАёдФЖС
БОжмTOP10

ФцЯђЙЄГЬдкФЃОпжЦдьжаЕФгІгУ
еЊвЊЃКФцЯђЙЄГЬЪЧжЦдьвЕвЛжжГЃгУЕФЪжЖЮЃЌВЩгУФцЯђЗНЗЈНјааФЃОпЩшМЦгыжЦдьЃЌЪЧЫѕЖЬВњЦЗПЊЗЂжмЦкЃЌЬсИпВњЦЗ...
- [ЕчзгЛњаЕ] ЕчзгЙЄГЬжЦЭМНЬбЇЕФЬНЬжгы
- [ЕчзгЛњаЕ] ЪдТлУКПѓЛњЕчЩшБИЙЪеЯЮЌао
- [ЕчзгЛњаЕ] ЪдТлЮвЙњХЉвЕЛњаЕЛЏЭЦЙуЙЄ
- [ЕчзгЛњаЕ] БфЦЕЦїЕФЙЄГЬЪЕМљ
- [ЕчзгЛњаЕ] ФЃОпжЦдьСьгђжаЕФБэУцЙЄГЬ
- [ЕчзгЛњаЕ] ШчКЮКЯРэЪЙгУЪ§ПиЛњДВ
- [ЕчзгЛњаЕ] Ъ§ПиЛњДВЪЕЯАНЬбЇжаЪЕЪЉЕМ
- [ЕчзгЛњаЕ] ЭЦНјЛњаЕжЦдьЦѓвЕБъзМЛЏ
- [ЕчзгЛњаЕ] ЗжЮігыХХГ§ЦћТжЛњЕФвьГЃеё
- [ЕчзгЛњаЕ] ДѓЙІТЪЩшБИШэЦєЖЏЕФЗНЪНМА
- [ЕчзгЛњаЕ] ЪдТлЪ§ПиИпЫйЧаЯїМгЙЄММЪѕ
- [ЕчзгЛњаЕ] ЧГЬИЛњаЕФмЪиКуЖЈТЩЁАБГКѓ
- [ЕчзгЛњаЕ] ЦћГЕГфЕчеОХфЕчЯЕЭГЩшМЦба
- [ЕчзгЛњаЕ] ШЫЛњЙЄГЬбЇдкЛњДВМаОпЩшМЦ
- [ЕчзгЛњаЕ] ФцЯђЙЄГЬдкФЃОпжЦдьжаЕФгІ
- [ЕчзгЛњаЕ] ЧГЬИНЈЩшЙЄГЬЕчзгЕЕАИЕФЬи